


联系我们1

当前位置:
精拉管业有限公司(保定分公司) >保定当地行业动态
冷拔管精拉无缝钢管检验发货
更新时间:2025-05-23 05:02:25 ip归属地:保定,天气:阴转多云,温度:7-17 浏览次数:1 公司名称: 精拉管业有限公司(保定分公司)
以下是:冷拔管精拉无缝钢管检验发货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 119 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 精拉 |
| 可定制 | 是 |
以下是:冷拔管精拉无缝钢管检验发货的图文视频

在河北省保定市采买冷拔管精拉无缝钢管检验发货到精拉管业有限公司(保定分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李涛-18762195566,QQ:279437696,地址:《汇通国际金属物流园A121》。 河北省,保定市 保定市,河北省辖地级市,国务院批复确定的京津冀地区中心城市之一。保定市位于河北省中部偏西,太行山东麓,冀中平原西部,地势由西北向东南倾斜。地貌分为山区和平原两大类;地理坐标介于北纬38°14′29″~39°57′3″,东经113°45′32″~116°19′41″之间;东接雄安新区,东南邻沧州市,南接衡水市,西南连石家庄市,西靠山西省,西北与山西省及张家口市交界,北邻北京市,东北与廊坊市毗邻。保定地处京津石金三角,距北京140公里,距天津145公里,距石家庄125公里,总面积1.93万平方千米(不含雄安新区及定州)。截至2022年末,保定市常住人口914.4万(不含雄安新区及定州)。
为您精心制作的冷拔管精拉无缝钢管检验发货产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:冷拔管精拉无缝钢管检验发货的图文介绍

20CR精密管
精拉管业有限公司(保定分公司)
20CR精密管的图文介绍
长期供应实力公司

精拉管业有限公司(保定分公司)批发零售: 20CR精密管,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。





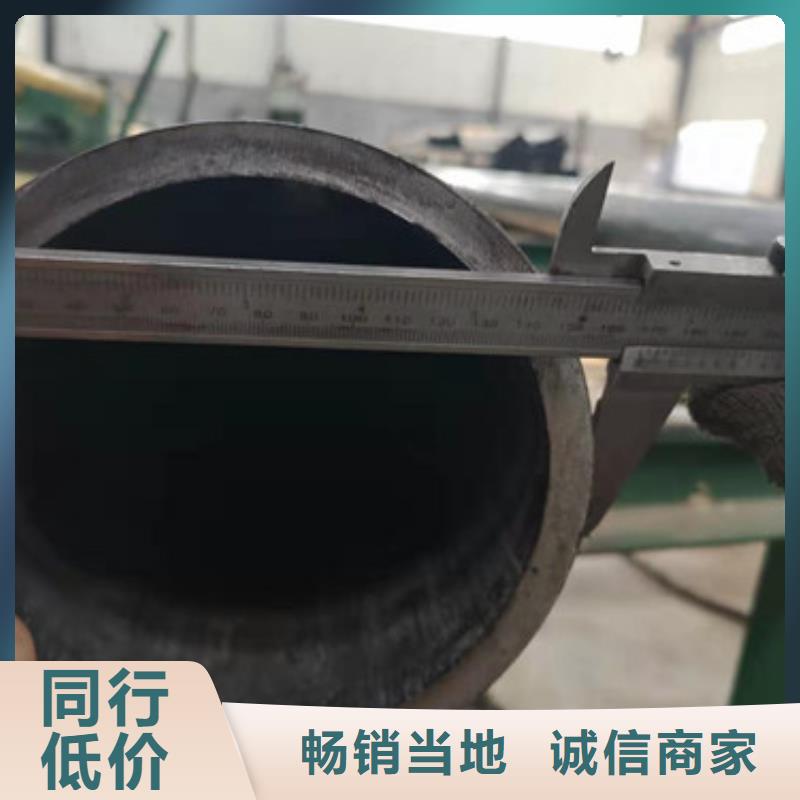
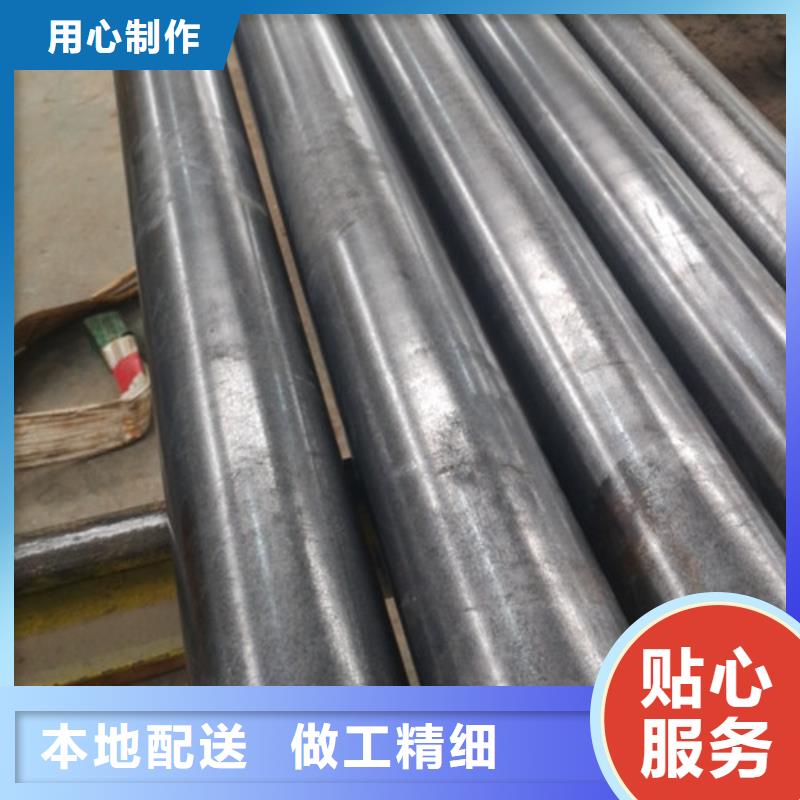
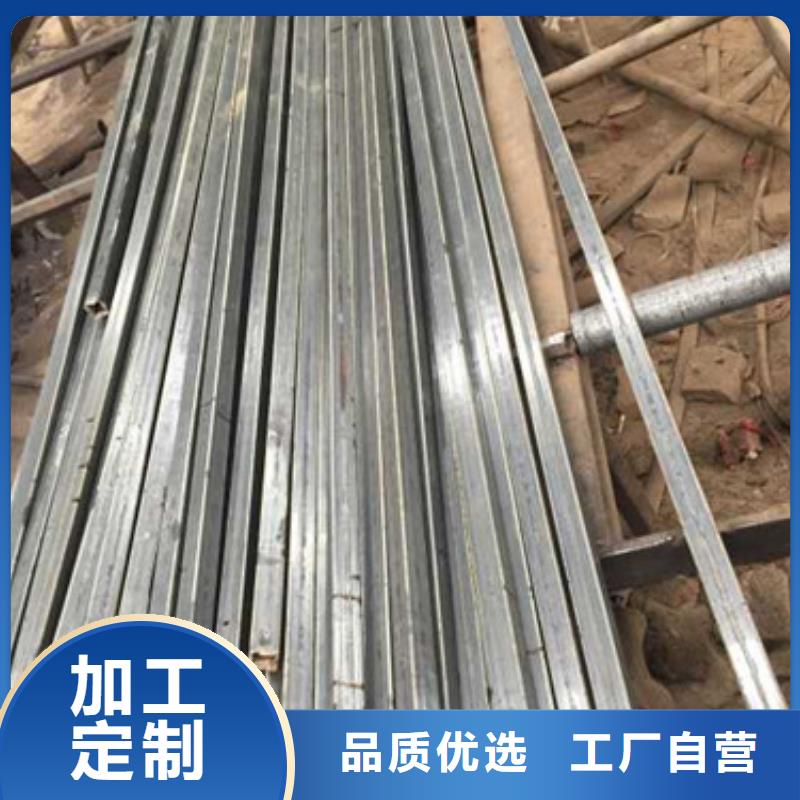
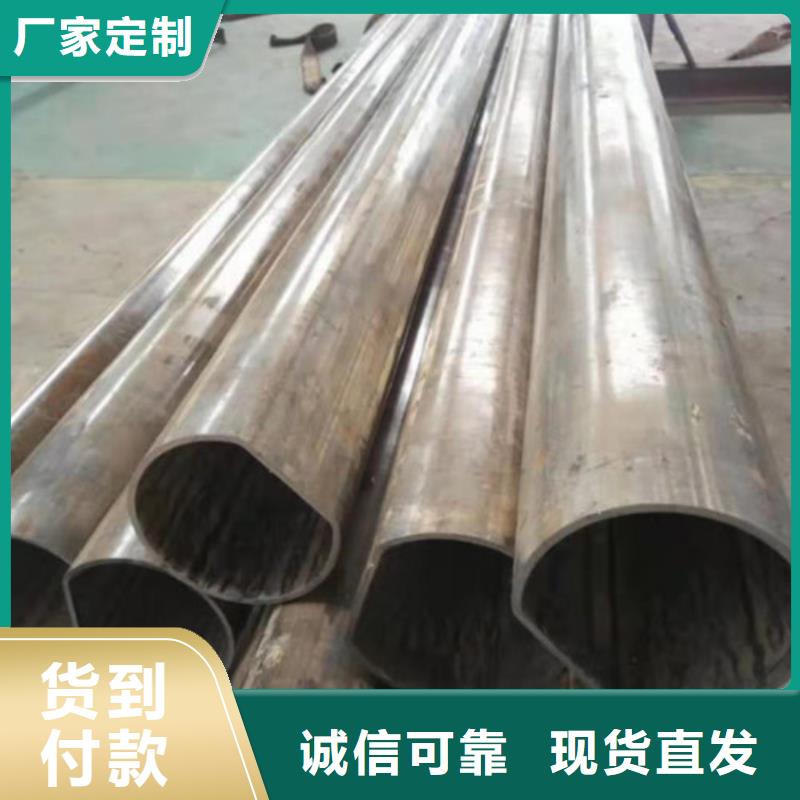
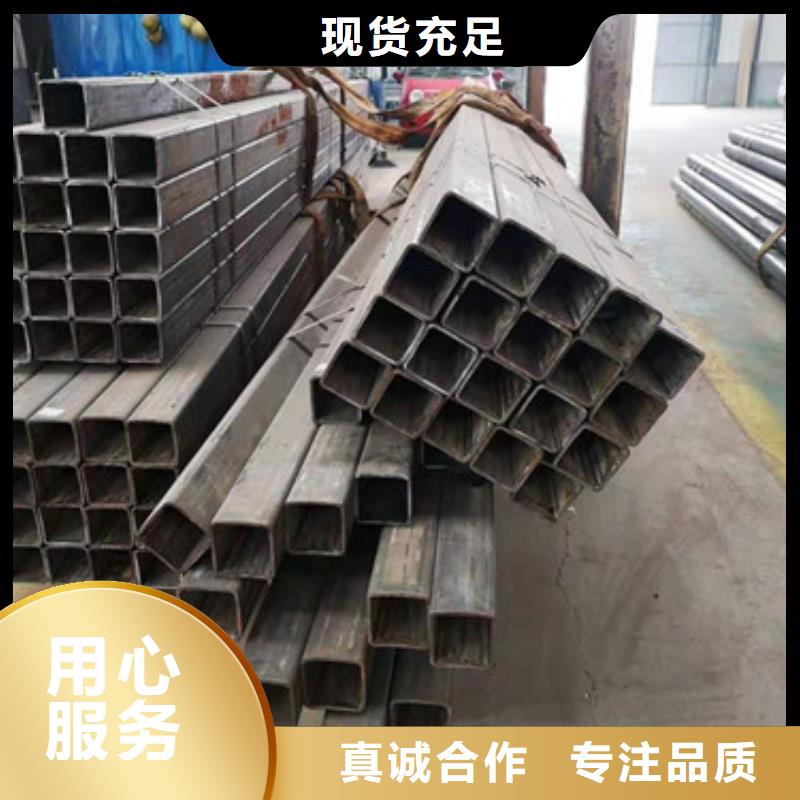
产品实拍图
PRODUCT REAL SHOT DISPLAY


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。




今年在河北省保定市购买冷拔管精拉无缝钢管检验发货有了新选择,精拉管业有限公司(保定分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的冷拔管精拉无缝钢管检验发货产品。如需购买或咨询,请随时联系我们,联系人:李涛-18762195566,QQ:279437696,地址:汇通国际金属物流园A121。